

联系我们
冲压件【3087低中压锅炉管】一站式供应厂家
更新时间:2025-01-05 18:03:16 浏览次数:4 公司名称:聊城 金海金属材料有限公司
| 品牌 | 山东 |
|---|---|
| 产地 | 聊城 |
| 用途 | 机械配件 |
| 产品特色 | 易加工,交货快,来图定做 |
| 可售卖地 | 全国 |
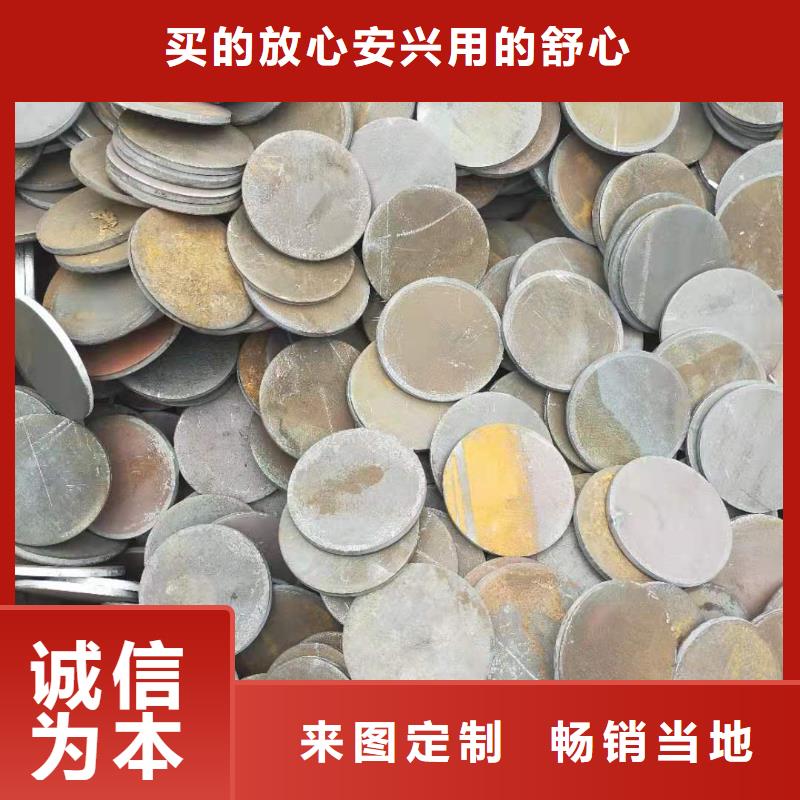


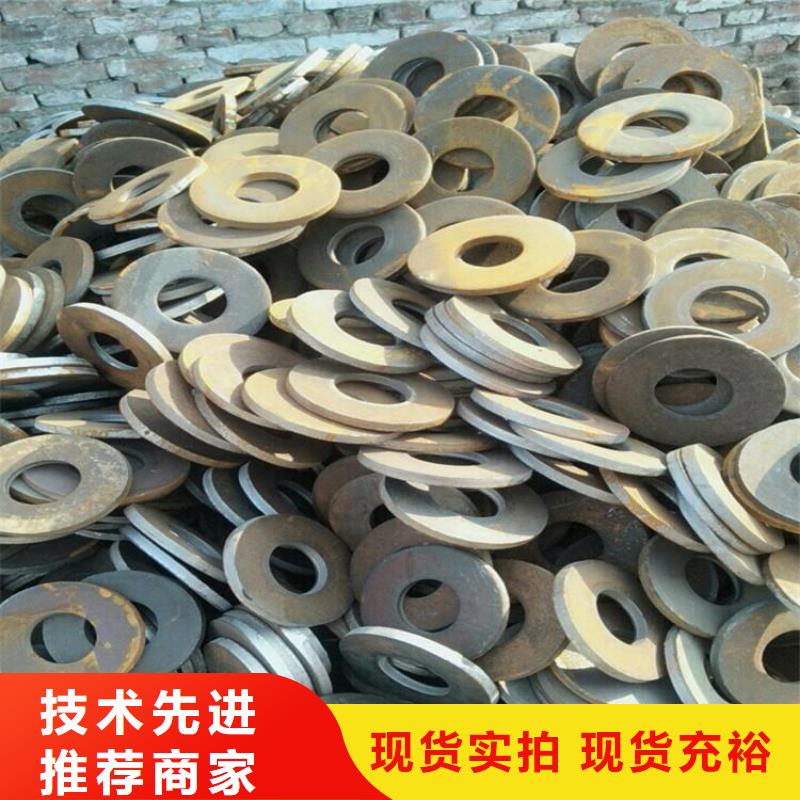
汽车冲压件是构成汽车零部件的金属冲压件。
在汽车冲压件中,一部分经冲压后直接成为汽车零部件,另一部分经冲压后还需经过焊接、或机械加工、或油漆等工艺加工后才能成为汽车零部件。
汽车冲压件品种繁多,如汽车减震器冲压件弹簧托盘、弹簧座、弹簧托架、端盖、封盖、压缩阀盖、压缩阀套、油封座、底盖、防尘盖、叶轮、油筒、支耳、支架等都属于汽车冲压件。



⑴.合理的模具设计。在级进模中,下料顺序的安排有可能影响到冲压件成形的精度。针对冲压件细小部位的下料,一般先安排较大面积之冲切下料,再安排较小面积的冲切下料,以减轻冲裁力对冲压件成形的影响。
⑵.压住材料。克服传统的模具设计结构,在卸料板上开出容料间隙(即模具闭合时,而材料又可被压紧。关键成形部位,卸料板一定做成镶块式结构,以方便解决长时间冲压所导致卸料板压料部位产生的磨(压)损,而无法压紧材料。
⑶.增设强压功能。即对卸料镶块压料部加厚尺寸(正常的卸料镶块厚H+0.03mm),以增加对凹模侧材料的压力,从而抑制冲切时冲压件产生翻料、扭曲变形。
⑷.凸模刃口端部修出斜面或弧形。这是减缓冲裁力的有效方法。减缓冲裁力,即可减轻对凹模侧材料的拉伸力,从而达到抑制冲压件产生翻料、扭曲的效果。
⑸.日常模具生产中,应注意维护冲切凸、凹模刃口的锋利度。当冲切刃口磨损时,材料所受拉应力将增大,从而冲压件产生翻料、扭曲的趋向加大。
⑹.冲裁间隙不合理或间隙不均也是产生冲压件翻料、扭曲的原因,需加以克服。



金海金属材料有限公司位于开发区蒋管屯镇杜丹江路东首100号,公司注册资金500万元,主营 山东济宁合金钢管厂家。公司致力于为客户提供高质量低成本的 山东济宁合金钢管厂家产品为目标。公司秉承诚信经营,以质量求信誉、以信誉求发展的原则来满足客户的各种需求,也竭诚欢迎广大新老客户来电、来人洽谈业务和指导工作!



冲压件
主要措施有:
1)在工件上设置加强筋。在折弯上按加强筋会使折弯零件的回弹变得更加困难,从而提高折弯零件的尺寸精度和折弯零件的刚度。
2)使用弹性系数大、屈服极限低、机械性能稳定的材料。
3)弯曲v形零件时使用校正(校正)折弯。
4)弯曲u形零件时,冲压模具使用较小的间隙。
5)坯料在烧制前先退火,增加可塑性。
6)使用小冲压圆角半径,以防止性能和工件破裂。
7)凸、模结构上的方法3360弯曲的U形英寸,冲压和上板使用半径约为20t的圆柱面,T是材料厚度),折弯后用下半部分抵消折弯的反弹。或者,使u形折弯的凸模为双向倾斜。折弯材料厚度大于0.8mm,塑性好的话,冲压成型可以做成下图所示的形状。
8)对于折弯半径较大的圆弧折弯,可以使用拉动过程。
9)使用比实际需要的折弯力大得多的力,在折弯过程中制作矫正性折弯。


